|
ГОСТ Р 50995.3.1(96
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
СОЗДАНИЯ ПРОДУКЦИИ
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
ПРОИЗВОДСТВА
ГОССТАНДАРТ РОССИИ
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН ТК 210 “Технологическое обеспечение создания изделий” Госстандарта России и государственным предприятием “НПО ТЕХНОМАШ”
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 11 декабря 1996 г. № 674
3 ВВЕДЕН ВПЕРВЫЕ
ГОСТ Р 50995.3.1(96
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Технологическое обеспечение создания продукции
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Technological support for products development and production.
Technological preparation of production
Дата введения 1997—07—01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает основные положения и порядок технологической подготовки производства (ТПП) продукции машиностроения и приборостроения (далее — изделий), проводимой при технологическом обеспечении создания продукции (далее — при технологическом обеспечении) во взаимодействии предприятий-разработчиков конструкторских документов на продукцию (далее — разработчиков), предприятий-изготовителей (далее — изготовителей) опытных образцов продукции (далее — опытных образцов), продукции повторяющегося или разового единичного производства (далее — единичных изделий), продукции серийного (массового) производства (далее — серийных изделий), а также специализированных технологических организаций и заказчиков (потребителей) готовой продукции (далее — заказчиков).
2 НОРМАТИВНЫЕ ССЫЛКИ
Настоящий стандарт действует совместно с ГОСТ Р 50995.0.1—96.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.103—68 ЕСКД. Стадии разработки
ГОСТ 3.1102—81 ЕСТД. Стадии разработки и виды документов
ГОСТ Р 15.000—94 СРПП. Основные положения
ГОСТ Р ИСО 9001—96 Системы качества. Модель обеспечения качества при проектировании, разработке, производстве, монтаже и обслуживании
ГОСТ Р ИСО 9002—96 Системы качества. Модель обеспечения качества при производстве, монтаже и обслуживании
ГОСТ Р ИСО 9003—96 Системы качества. Модель обеспечения качества при контроле и испытаниях готовой продукции
Р—50—54—94—88 Правила организации и управления процессом технологической подготовки производства
Р 50—297—90 Технологическая подготовка производства. Основные положения
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующие термины:
Технологическая подготовка производства (ТПП) — вид производственной деятельности предприятия (группы предприятий), обеспечивающей технологическую готовность производства к изготовлению изделий, отвечающих требованиям заказчика или рынка данного класса изделий.
Технологическое решение — проектное решение, в котором определены значения параметров технологических процессов изготовления данного объекта в заданных условиях и с заданными характеристиками.
Организационное решение — проектное решение, в котором определена форма (порядок) соединения элементов производства для обеспечения изготовления заданного объекта в заданных условиях и с заданными характеристиками.
4 ОБЩИЕ ПОЛОЖЕНИЯ
4.1 Целью ТПП является оптимальное по срокам и ресурсам обеспечение технологической готовности производства к изготовлению изделий в соответствии с требованиями заказчика или рынка данного класса изделий.
4.2 ТПП при технологическом обеспечении взаимосвязана со стадиями жизненного цикла продукции по ГОСТ Р 15.000, предусматривает проведение работ при проектировании изделий, изготовлении опытных образцов и единичных изделий, постановке на производство серийных изделий и направлена на:
- рациональное по срокам и ресурсам совмещение стадий разработки изделий и подготовки их производства;
- формирование определяющих (принципиальных) технологических и организационных решений по производству изделий в процессе их проектирования;
- выявление и решение принципиальных проблем технологии, применения материалов и организации производства до начала изготовления изделий для приемочных испытаний;
- своевременное обеспечение производства качественными технологическими процессами, материалами, комплектующими изделиями, средствами технологического оснащения на основе использования, при их создании или приобретении, информационных массивов описаний конструкторско-технологических решений;
- своевременное обеспечение исходной технологической информацией материально-технических и организационно-экономических процессов подготовки производства, в том числе реконструкции, расширения или нового строительства;
- создание условий для организационной, информационной и технической совместимости работ ТПП, проводимых на стадиях разработки и постановки изделий на производство различными исполнителями.
4.3 Организационную, информационную и техническую совместимость работ ТПП обеспечивают на основе применения:
- рациональных параметрических и типоразмерных рядов объектов производства (изделий);
- типовых конструкторско-технологических, технологических и организационных решений, в том числе типовых (групповых) технологических процессов и унифицированных средств технологического оснащения;
- требований действующей нормативно-технической документации Системы разработки и постановки продукции на производство (СРПП), Единой системы конструкторской документации (ЕСКД), Единой системы технологической документации (ЕСТД), Систем качества;
- прогрессивных информационных технологий на основе единых баз данных конструкторско-технологического назначения;
- постоянной обновляемости и достоверности информации, а также быстроты и простоты доступа к ней с учетом обеспечения санкционированного доступа к информации (конструкторской, технологической, производственной), изделиям, материалам и оборудованию, представляющим промышленную или коммерческую тайну;
- методов информационного и математического моделирования процессов ТПП;
- методов сетевого планирования и управления ТПП;
- преемственности и документирования организационных решений по ТПП на этапах разработки и постановки изделий на производство;
- интенсивной компьютерной поддержки процессов ТПП.
4.4 Требования к качеству ТПП определяют исходя из общей политики и задач заказчика, разработчика и изготовителя в области обеспечения качества изделий при их разработке и производстве с учетом требований ГОСТ Р ИСО 9001 - ГОСТ Р ИСО 9003.
4.5 Исполнители ТПП осуществляют взаимоотношения на экономико-правовой основе, предусмотренной действующим законодательством.
4.6 Организация и управление процессами ТПП на уровне предприятий — по рекомендациям Р 50—297 и Р 50—54—94.
5 ПОРЯДОК ПРОВЕДЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
5.1 Типовая схема организации ТПП при технологическом обеспечении приведена на рисунке 1, содержание работ — в таблице 1.
5.2 Технологическая подготовка производства при проектировании изделия.
5.2.1 Задачей ТПП при проектировании изделия является формирование определяющих технологических и организационных решений по его производству.
5.2.2 Формирование определяющих технологических и организационных решений по производству изделия — составная часть работ, проводимых разработчиком по выбору конструкторско-технологических решений по изделию и обеспечению его технологичности в процессе выполнения технического предложения (аванпроекта), эскизного и технического проектов.
5.2.3 Организатором и ответственным исполнителем работ по формированию определяющих технологических и организационных решений по производству изделия является разработчик, соисполнителями — изготовители опытных образцов, единичных или серийных изделий, а при научно-технической или экономической целесообразности, — специализированные технологические организации, в том числе межведомственные, ведомственные, академические и университетские.
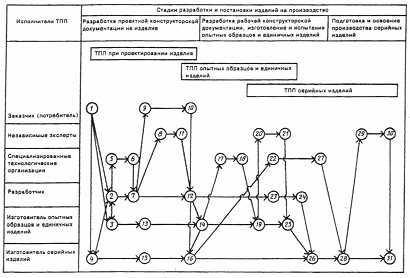
Рисунок 1 ( Типовая схема организации ТПП при технологическом обеспечении
5.2.4 Необходимость проведения, объем и содержание ТПП при проектировании изделий разработчик устанавливает самостоятельно или по согласованию с заказчиком и изготовителем.
Таблица 1— Содержание работ типовой схемы организации ТПП при технологическом обеспечении
| | | | | |
Исполнители
|
Содержание работ |
Заказчик (потребитель) |
1 ( 2 — Выбор разработчика изделия
|
|
1 ( 3 — Выбор (участие в выборе) изготовителя единичных изделий
|
|
1 ( 4 — Выбор (участие в выборе) изготовителя серийных изделий
|
|
9 ( 10 — Оценка определяющих технологических и организационных решений по производству изделия
|
|
10 ( 12 — Передача разработчику результатов оценки
|
Независимые эксперты |
8 ( 11— Оценка определяющих технологических и организационных решений по производству изделия
|
|
11 ( 12 — Передача разработчику результатов оценки
|
|
20 ( 21 — Оценка технологической готовности производства к изготовлению изделий для приемочных испытаний
|
|
21 ( 25 — Передача изготовителю опытных образцов и единичных изделий результатов оценки
|
|
29 ( 30 — Оценка технологической готовности производства к изготовлению серийных изделий
|
|
30 ( 31 — Передача изготовителю серийных изделий результатов оценки
|
Специализированные технологические организации |
5 ( 6 — Участие в выполнении работ по ТПП при проектировании изделия
|
|
6 ( 7 — Передача разработчику результатов работ по ТПП
|
|
17 ( 18 — Участие в выполнении работ по ТПП опытных образцов и единичных изделий
|
|
18 ( 19 — Передача изготовителю опытных образцов и единичных изделий результатов работ по ТПП
|
|
22 ( 27 — Участие в выполнении работ по ТПП серийных изделий
|
|
27 ( 28 — Передача изготовителю серийных изделий результатов работ по ТПП
|
Разработчик |
2 ( 3 — Выбор изготовителя опытных образцов и единичных изделий
|
|
2 ( 4 — Выбор (участие в выборе) изготовителя серийных изделий
|
|
2 ( 5 — Привлечение специализированных технологических организаций к выполнению работ по ТПП при проектировании изделия
|
|
2 ( 7 — Организация и выполнение работ по ТПП при проектировании изделия
|
|
7 ( 8 — Организация независимой оценки определяющих технологических и организационных решений по производству изделия
|
|
7 ( 12 — Участие в оценке определяющих технологических и организационных решений по производству изделия
|
|
12 ( 14 — Передача изготовителю опытных образцов и единичных изделий конструкторской и технологической документации, необходимой для выполнения ТПП
|
|
12 ( 16 — Передача изготовителю серийных изделий конструкторской и технологической документации, необходимой для начала выполнения наиболее сложных и трудоемких работ по ТПП
|
|
12 ( 23 — Участие в выполнении работ по ТПП опытных образцов и единичных изделий
|
|
23 ( 24 — Участие в оценке технологической готовности производства к изготовлению изделий для приемочных испытаний
|
|
24 ( 26 — Передача изготовителю серийных изделий необходимой для ТПП конструкторской и технологической документации, отработанной по результатам изготовления и приемочных испытаний опытных образцов
|
Изготовитель опытных образцов и единичных изделий |
3 ( 2 — Выбор разработчика, если он не входит в одно объединение с изготовителем или не определен в заказе на создание изделия
|
|
3 ( 13 — Участие в выполнении работ по ТПП при проектировании изделия
|
|
13 ( 14 — Участие в оценке определяющих технологических и организационных решений по производству изделия
|
|
14 ( 16 — Передача изготовителю серийных изделий технологической документации, необходимой для начала выполнения наиболее сложных и трудоемких работ по ТПП
|
|
14 ( 17— Привлечение специализированных технологических организаций к выполнению работ по ТПП опытных образцов и единичных изделий
|
|
14 ( 19 — Организация и выполнение работ по ТПП опытных образцов и единичных изделий
|
|
19 ( 20 — Организация независимой оценки технологической готовности производства к изготовлению изделий для приемочных испытаний
|
|
19 ( 25 — Оценка технологической готовности производства к изготовлению изделий для приемочных испытаний
|
|
25 ( 26 — Передача изготовителю серийных изделий необходимой для ТПП технологической документации, отработанной по результатам изготовления и приемочных испытаний опытных образцов
|
Изготовитель серийных изделий |
4 ( 2 — Выбор разработчика, если он не входит в одно объединение с изготовителем или не определен в заказе на создание изделия
|
|
4 ( 15 — Участие в выполнении работ по ТПП при проектировании изделия
|
|
15 ( 16 — Участие в оценке определяющих технологических и организационных решений по производству изделия
|
|
16 ( 22 — Привлечение специализированных технологических организаций к выполнению работ по ТПП серийных изделий
|
|
16 ( 26 — Организация и начало выполнения наиболее сложных и трудоемких работ по ТПП серийных изделий
|
|
26 ( 28 — Выполнение и завершение работ по ТПП серийных изделий
|
|
28 ( 31 — Оценка технологической готовности производства к изготовлению серийных изделий
|
5.2.5 Разработчик совместно с соисполнителями разрабатывает планы (графики) технологических работ, относящихся к его компетенции, на этапах проектирования изделия в виде самостоятельных документов или в составе планов (графиков) разработки технического предложения (аванпроекта), эскизного и технического проектов.
5.2.6 Разработчик в соответствии с планом представляет проектную конструкторскую документацию (комплектно на изделие в целом или по мере готовности на сложные элементы изделия) для совместной проработки ее специалистами — технологами разработчика, изготовителя и, при необходимости, специализированных технологических организаций. В общем случае технологическая проработка с учетом уточнения (корректировки) ее результатов на последующих этапах проектирования предусматривает:
- оценку сформированных при проектировании конструкторско-технологических решений с точки зрения их технологичности, реализуемости в производстве и конкурентоспособности;
- выявление определяющих проблем, связанных:
а) с разработкой принципиально новых или ранее не освоенных у изготовителей технологических и организационных решений, в том числе связанных с конверсией;
б) с разработкой наиболее ответственных технологических и организационных решений по изготовлению функционально ответственных, технически сложных или уникальных элементов изделия (составных частей, систем, сборочных единиц, деталей);
в) с разработкой процессов вторичного использования, утилизации или уничтожения изделия и отходов его производства;
г) с обеспечением требований ресурсосбережения, экологии и охраны труда;
- выявление определяющих материалов (сырья, заготовок, полуфабрикатов) и средств технологического оснащения, в том числе ранее не применявшихся у изготовителей, дефицитных или требующих организации их разработки и производства;
- выявление определяющих проблем кооперации и специализации производства материалов, деталей, сборочных единиц, комплектующих изделий, средств технологического оснащения;
- укрупненную оценку контролепригодности изделия и процессов его изготовления, параметров и методов диагностирования;
- укрупненную оценку материалоемкости, трудоемкости, себестоимости разрабатываемого изделия;
- выявление требований к организационно-техническому уровню производства у изготовителей;
- формирование планов (программ) научно-исследовательских и опытно-технологических работ по решению проблем в области технологии, материаловедения и организации производства.
5.2.7 Разработчик совместно с соисполнителями на основе результатов технологической проработки проектной конструкторской документации и выполнения научно-исследовательских и опытно-технологических работ формирует и уточняет на последующих этапах проектирования определяющие технологические и организационные решения по производству, которые в общем случае содержат:
- характеристику конструкторско-технологических решений по изделию с учетом их технологичности, реализуемости в производстве и конкурентоспособности;
- предложения по использованию конкурентоспособных перспективных разработок, изобретений и патентов в области технологии материалов и организации производства;
- перечень определяющих технологических процессов, подлежащих разработке и освоению в производстве, основные требования к ним, принципиальные решения по их разработке;
- перечни определяющих материалов и средств технологического оснащения, основные требования к ним, предложения по их приобретению, разработке и производству;
- предложения по формированию планов (программ) отработки технологических процессов и средств технологического оснащения в рамках планов (программ) обеспечения качества и надежности изделия с учетом требований серийного производства;
- предложения по обеспечению стабильности технологических процессов и других элементов производства, непосредственно влияющих на качество изделия. Особое внимание уделяют элементам, контроль и измерение которых затруднены по техническим, экономическим и другим причинам;
- предложения по сертификации систем качества и производства;
- принципиальные решения по:
а) вторичному использованию, утилизации или уничтожению изделия и отходов его производства;
б) проблемам обеспечения требований ресурсосбережения, экологии и охраны труда;
в) кооперации и специализации производства;
г) повышению организационно-технического уровня производства у изготовителей, включая технологическое перевооружение, реконструкцию и расширение производства;
д) организации ТПП.
5.2.8 Разработчик оформляет определяющие технологические и организационные решения по производству изделия в виде самостоятельных документов (книг, томов) или разделов пояснительных записок документации технического предложения (аванпроекта), эскизного или технического проектов.
По требованию заказчика или соглашению с изготовителем в целях обеспечения качества изделия и эффективности его производства в условиях применения значительного числа новых технологических и организационных решений разработчик оформляет указанные решения в директивной форме (например, в виде директивных технологических процессов, директивной трудоемкости и др.).
5.2.9 Критерий завершенности ТПП при проектировании изделия — наличие в составе технического (эскизного) проекта документации, содержащей определяющие технологические и организационные решения по производству изделия, подтвержденные, при необходимости, оценкой заказчика или независимых экспертов из специализированных технологических организаций, если они не участвуют в ТПП.
Особое внимание при оценке уделяют способности принятых решений:
- обеспечить изготовление изделий в соответствии с требованиями заказчика или рынка данного класса изделий;
- контролироваться и, при необходимости, приводиться в требуемое состояние, т.е. находиться в управляемых условиях.
Порядок оценки эксперт, заказчик и разработчик устанавливают по взаимному соглашению.
5.3 Технологическая подготовка производства опытных образцов и единичных изделий
5.3.1 Задачами ТПП опытных образцов и единичных изделий являются:
- отработка в производственных условиях определяющих технологических и организационных решений по изготовлению изделия;
- обеспечение технологической готовности производства к изготовлению для приемочных испытаний опытных образцов, единичных и других изделий, подлежащих промышленному освоению.
5.3.2 Организатором и ответственным исполнителем ТПП опытных образцов и единичных изделий является их изготовитель, соисполнителями — разработчик и, при научно-технической и экономической целесообразности, — специализированные технологические организации.
5.3.3 Для проведения ТПП опытных образцов и единичных изделий разработчик передает изготовителю:
- рабочую конструкторскую документацию на опытный образец (без литеры или с литерой “О” по ГОСТ 2.103) или на единичное изделие разового изготовления (с литерой “И” по ГОСТ 2.103) по мере ее готовности или комплектно на изделие в целом. Для сокращения сроков ТПП изготовитель по согласованию с разработчиком может начинать ТПП по конструкторской документации технологического (эскизного) проекта;
- документацию (в том числе директивную), содержащую определяющие технологические и организационные решения по производству изделия.
5.3.4 Изготовитель совместно с соисполнителями на основе полученной от разработчика документации с учетом принципиальных решений по организации ТПП, принятых при проектировании изделия, разрабатывает план (график) ТПП опытных образцов и единичных изделий в виде самостоятельного документа или в составе плана (графика) изготовления указанных изделий.
5.3.5 ТПП опытных образцов и единичных изделий предусматривает выполнение следующих основных работ:
- проработку рабочей конструкторской документации на опытные образцы и единичные изделия с учетом технологичности заложенных в нее решений;
- завершение научно-исследовательских и опытно-технологических работ в области технологии, материаловедения и организации производства;
- разработку с использованием информационных массивов описаний конструкторско-технологических решений:
а) технологических процессов изготовления опытных образцов и единичных изделий в соответствии с государственными стандартами ЕСТД;
б) специальных средств технологического оснащения в соответствии с государственными стандартами ЕСКД и технологических процессов их изготовления в соответствии с государственными стандартами ЕСТД. Приоритетным для условий опытного производства является использование высокоточного универсального или переналаживаемого оборудования, упрощенной и переналаживаемой оснастки;
в) управляющих программ для автоматизированного технологического оборудования;
- организацию изготовления специальных средств технологического оснащения для опытных образцов и единичных изделий;
- формирование планов (программ) отработки принципиально новых, ранее не освоенных и наиболее ответственных технологических процессов и средств технологического оснащения в рамках планов (программ) обеспечения качества и надежности изделия с учетом требований серийного производства;
- отработку технологических процессов и средств технологического оснащения в соответствии с планами (программами) отработки;
- уточнение (корректировку) документации, содержащей определяющие технологические и организационные решения по производству изделия, а также рабочей документации на технологические процессы и средства технологического оснащения, — по результатам изготовления и испытаний опытных образцов и единичных изделий;
- обеспечение требований ресурсосбережения, экологии и охраны труда при изготовлении и испытаниях опытных образцов и единичных изделий.
5.3.6 С целью обеспечения технологической готовности производства к изготовлению качественных изделий для приемочных испытаний изготовитель выполняет в рамках ТПП мероприятия по организации:
- своевременного обеспечения производства по договорам и кооперационным связям необходимыми материалами, деталями, сборочными единицами, комплектующими изделиями, средствами технологического оснащения, а также входного контроля их качества;
- метрологического обеспечения производства;
- технического контроля и бездефектного изготовления;
- аттестации технологических процессов, рабочих мест исполнителей и технологического оборудования до его первичного применения;
- подготовку производственного персонала в связи с освоением новых технологий и материалов.
5.3.7 Критерий завершенности ТПП опытных образцов и единичных изделий — фактическое выполнение работ, предусмотренных планом, подтвержденное оценкой технологической готовности производства к изготовлению изделий для приемочных испытаний, которую выполняет изготовитель с привлечением, при необходимости, независимых экспертов из специализированных технологических организаций, если они не участвуют в ТПП.
Особое внимание при оценке технологической готовности уделяют проверке:
- способности технологических процессов и других элементов производства обеспечить изготовление изделий в соответствии с требованиями документации и в заданные сроки;
- управляемости технологических процессов и других элементов производства, т.е. возможности их контроля и приведения, при необходимости, в требуемое состояние.
Порядок оценки эксперт и изготовитель устанавливают по взаимному соглашению.
5.4 Технологическая подготовка производства серийных изделий
5.4.1 Задачей ТПП серийных изделий является обеспечение технологической готовности производства к изготовлению указанных изделий, а также изделий, ранее освоенных другими изготовителями или изготавливаемых по технической документации иностранных фирм.
5.4.2 Организатором и ответственным исполнителем ТПП серийных изделий является их изготовитель, соисполнителями, при научно-технической или экономической целесообразности, — специализированные технологические организации.
5.4.3 Для проведения ТПП серийных изделий разработчик передает изготовителю:
- комплект рабочей конструкторской документации на изделие (с литерой “01” или выше по ГОСТ 2.103);
- документацию (в том числе директивную), содержащую определяющие технологические и организационные решения по производству изделия, отработанную при изготовлении и испытаниях опытных образцов;
- опытные образцы, прошедшие приемочные испытания.
При необходимости, с целью сокращения сроков ТПП, разработчик (изготовитель опытных образцов) на договорной основе передает изготовителю серийных изделий:
- документацию на однотипные технологические процессы (с литерой “0” или выше по ГОСТ 3.1102);
- конструкторскую документацию на однотипные средства технологического оснащения, отработанную по результатам изготовления и испытаний опытных образцов;
- управляющие программы для однотипного оборудования;
- средства технологического оснащения, пригодные для использования;
- ведомости применения материалов и комплектующих изделий;
- расчет трудоемкости изготовления опытных образцов;
- план (график) ТПП опытных образцов;
- перечень квалификации исполнителей и др.
5.4.4 Изготовитель совместно с соисполнителями на основе полученной от разработчика документации с учетом принципиальных решений по организации ТПП, принятых при проектировании изделия, разрабатывает план (график) ТПП серийных изделий в виде самостоятельного документа или в составе плана (графика) постановки изделия на производство. При этом учитывают:
- сроки освоения серийного производства изделия;
- планируемые объемы выпуска изделий по годам освоения;
- прогноз устойчивости сбыта в течение нескольких лет;
- трудоемкость ТПП;
- состояние организационно-технического уровня производства и возможность его повышения с целью обеспечения коммерческой стратегии изготовителя на рынке;
- возможность кооперации и специализации производства для ритмичного обеспечения изготовления изделий качественными материалами, деталями, сборочными единицами, комплектующими изделиями, средствами технологического оснащения.
5.4.5 ТПП серийных изделий предусматривает выполнение следующих основных работ:
- проработку рабочей конструкторской документации на серийное изделие с учетом технологичности заложенных в нее решений;
- разработку или уточнение (корректировку) с использованием информационных массивов описаний конструкторско-технологических решений:
а) технологических процессов изготовления серийного изделия в соответствии с государственными стандартами ЕСТД;
б) специальных средств технологического оснащения в соответствии с государственными стандартами ЕСКД и технологических процессов их изготовления в соответствии с государственными стандартами ЕСТД;
в) управляющих программ для автоматизированного технологического оборудования;
- приобретение (изготовление) специальных средств технологического оснащения для производства серийных изделий;
- обеспечение необходимой технологической информацией реконструкции или нового строительства производственной и испытательной баз;
- уточнение (корректировку) технологической документации по результатам изготовления и квалификационных испытаний установочной серии (первой промышленной партии);
- обеспечение требований ресурсосбережения, экологии и охраны труда при изготовлении и испытаниях серийных изделий;
- мероприятия в соответствии с 5.3.6.
5.4.6 Изготовитель серийных изделий по требованию заказчика или согласованию с разработчиком в целях сокращения сроков постановки изделий на производство выполняет наиболее сложные и трудоемкие работы ТПП одновременно с изготовлением и испытаниями опытных образцов. С этой целью разработчик и изготовитель опытных образцов в части, их касающейся, передают изготовителю серийных изделий:
- рабочую конструкторскую документацию на опытный образец (без литеры или с литерой “0” по ГОСТ 2.103);
- документацию, содержащую определяющие технологические и организационные решения по производству изделия;
- документацию на однотипные технологические процессы (без литеры или с литерой “0” по ГОСТ 3.1102);
- план (график) ТПП опытных образцов;
- другую необходимую документацию.
5.4.7 Критерий завершенности ТПП серийных изделий — фактическое выполнение работ, предусмотренных планом, подтвержденное оценкой технологической готовности производства к изготовлению серийных изделий в соответствии с 5.3.7.
|